Liqcreate Bio-Med Flex is a flexible biocompatble photopolymer resin and can be processed on most resin based 3D-printers. 3D-printed parts from this material exhibit biocompatible properties when post processed according to the processing instructions1. After washing and post-curing according to the instructions, printed parts from Liqcreate Bio-Med Flex pass the biocompatibility tests of:
| ○ Cytotoxicity | ISO 10993-5:2009 |
| ○ Sensitization | ISO 10993-10:2021 |
| ○ Irritation | ISO 10993-23:2021 |
Printed parts from Bio-Med Flex can be disinfected with commonly used disinfectants and sterilized by steam sterilization using an autoclave. In this article you can find tips and tricks to work with Liqcreate Bio-Med Flex– biocompatible 3D-printing resin. Find printer settings, washing and curing protocol to get biocompatible parts and more detailed information about sterilization. If you have any questions, reach out to us at info@liqcreate.com and our technical team will assist.

The following topics are covered in this article:
- Shake before use.
- 3D-printing parameters.
- Support settings.
- Cleaning, washing and post-curing to get biocompatible resin parts
- Biocompatibility – biocompatible resin
- Steam sterilization protocol
- How to clean the resin by filtering
- Minimum wall thickness.
- Part orientation and over-hang.
- Part surface finish.
- Shrinkage compensation.
- Resin temperature.
- Solving print failures.
- Storage conditions.
- Support.
Support
Do you need any help with 3D printing our SLA, DLP or LCD resins? We can help you! Just look for the question you have below. If you can’t find it, let us know by contacting us!
Printer Settings →
1) Shake before use
Bio‑Med Flex is a flexible, biocompatible resin that must be homogenized before printing. Shake the bottle for 2 minutes, then allow the resin to rest for 10 minutes so air bubbles can escape. Ensure both resin and print environment are between 20–25°C (68–77°F) for optimal performance.
2) 3D‑printing parameters
Bio‑Med Flex is compatible with 385 nm and 405 nm DLP, MSLA, LCD and laser‑based systems. Because flexible materials are sensitive to under‑ and over‑exposure, the printer must support adjustable third‑party parameters.
- – Check if validated settings are available in the setting database.
- – If your printer is not listed, contact info@liqcreate.com for assistance.
Correct exposure is essential for Bio‑Med Flex because it directly determines surface quality, dimensional accuracy, mechanical performance and the ability of the material to meet biocompatibility requirements. Insufficient curing leads to tacky surfaces and weak geometry, while excessive curing can distort dimensions and reduce flexibility, meaning that only a well‑balanced exposure setting preserves the intended mechanical behavior and ensures the part cures cleanly and safely for medical use.
3) Support settings
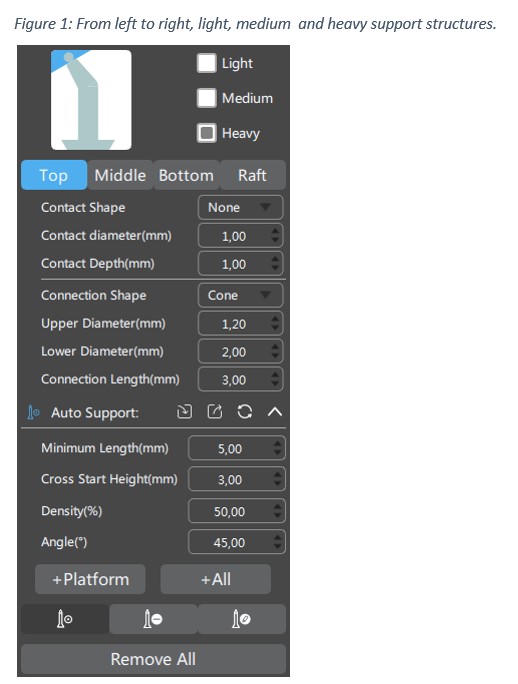
Flexible materials place far more stress on the support structure than rigid resins, because the part flexes slightly during every peel cycle and transfers that movement directly into the supports. This means Bio‑Med Flex requires supports that are not only stronger, but also more stable and better anchored than those used for stiff materials. A reliable strategy includes enlarging the contact diameter, thickening the support beams and adding extra supports beneath wide overhangs or large cross‑sections, ensuring the part remains completely stable throughout the print:
- – Increase contact diameter for all supports to 1,0 mm
- – Use thicker support beams (1.5mm) to prevent movement during peeling
- – Set inter-connecting supports for extra stability
- – Add extra supports under broad overhangs or large cross‑sections
- – For bulky parts, increase contact diameter further to maintain stability
Flexible parts naturally deform slightly during the peeling step, and if the support structure is not strong enough to stabilize the model, this movement can lead to visible layer shifts, bending of thin sections, premature detachment from the supports and ultimately a failed print.
4) Cleaning, washing & post‑curing for biocompatible flexible parts
To achieve reliable biocompatibility and the correct mechanical behavior, Bio‑Med Flex must be processed through a validated workflow that controls every stage of printing, washing, drying and post‑curing. Each step in this workflow ensures that the resin cures completely, remains free of oxygen‑inhibited surfaces and reaches the performance and safety levels required for medical use.
Washing
- Remove the part from the build plate.
- Remove support structures.
- Wash for 2 minutes in used IPA/Ethanol under agitation or ultrasonic cleaning.
- Wash for 3 minutes in fresh IPA/Ethanol.
- Allow the part to dry for at least 60 minutes until fully dry and non‑tacky.
- If parts are still not clean, perform steps 4 and 5 again before UV-curing the part.
Post‑curing
Flexible resins are sensitive to oxygen during UV curing, which can cause surface tackiness. Recommended workflow:
- – Begin curing under water or in glycerol for the first 10 minutes
- – Continue curing according to the Bio‑Med Flex protocol which entails 120 minutes UV post-curing at 60°C (140°F) in the Formlabs Formcure (1st generation)
- – For professional medical environments: curing in a nitrogen chamber can help eliminating oxygen inhibition entirely
Only clean, dry, fully cured parts meet biocompatibility requirements.
5) Biocompatibility
Bio‑Med Flex has been validated according to ISO 10993‑5:2009, ISO 10993‑10:2021 and ISO 10993‑23:2021, meaning it meets cytotoxicity, sensitization and irritation requirements when processed through the advised workflow. These results only apply when the complete validated procedure is followed, and users producing regulated medical devices remain fully responsible for compliance, documentation and registration.
6) Steam sterilization protocol
Bio‑Med Flex parts can be disinfected with standard medical disinfectants and safely sterilized in an autoclave, using validated steam‑sterilization programs at 121°C (250°F) or 134°C (273°F). To maintain both biocompatibility and sterilization compatibility, the parts must be fully and correctly post‑cured before undergoing any steam‑sterilization cycle.
7) How to clean the resin by filtering
After a failed print, the resin should be filtered to remove any cured particles, using a standard resin filter and only clean, dry, uncontaminated tools or containers to prevent introducing impurities. For best results, perform the filtration when the resin is at 25°C (77°F), as the viscosity and flow characteristics at this temperature help ensure that all debris is effectively removed without affecting material performance.
8) Minimum wall thickness
Bio‑Med Flex can produce detailed features, but the flexible nature of the material means that large thin surfaces are more likely to deform or fail during printing and post‑processing. As a general guideline, a minimum wall thickness of 2 mm is recommended for broader areas, while thinner local features can be printed successfully when they are supported adequately. Larger thin walls benefit from additional reinforcement to prevent warping, and increasing the thickness to 5–10 mm provides noticeably greater stability and reduces the appearance of layer lines.
9) Part orientation & overhang
Flexible materials behave very differently during the peeling phase because the part flexes and shifts slightly with every lift, which means orientation becomes a critical factor in achieving a stable and accurate print. By positioning the model at a controlled angle and avoiding broad flat surfaces parallel to the build plate, you reduce the amount of stress transferred into the supports and minimize deformation, leading to cleaner layer formation and a significantly higher success rate with Bio‑Med Flex:
- – Avoid large flat surfaces parallel to the build plate
- – Print at an angle of 30–45° to reduce stress and improve accuracy
- – Support all local low points and overhangs
- – Minimize broad unsupported areas
Thin features remain accurate up to ~30°. Above ~40–50°, thin parts may bend or lose precision. Solid parts tolerate steeper angles up to ~45°.
10) Part surface finish
Correctly printed Bio‑Med Flex parts show a clean and uniform surface appearance, with clearly defined pixel lines and a consistent matte finish after washing and drying, indicating that the exposure settings, support stability and peeling behavior were all properly controlled during the print:
- – visible pixel lines
- – a uniform matte finish after washing
- – no tackiness before curing
Fuzzy or irregular surfaces indicate:
- – incorrect exposure
- – part movement during peeling
- – insufficient support stability
11) Shrinkage compensation
Bio‑Med Flex exhibits moderate shrinkage comparable to other flexible resins, so dimensional accuracy depends on applying the right compensation strategy. Standard Chitubox compensation works well for parts up to roughly thirty millimeters, while larger components may require slightly increased values to maintain their intended dimensions. Very small parts can become oversized if compensation is set too high, which is why critical applications benefit from printing a small test block first to verify the correct settings before producing the final part.
- – Standard Chitubox compensation works well for parts up to 30 mm
- – Larger parts may require increased compensation
- – Small parts may become oversized if compensation is too high
For precision applications, test blocks are recommended.
12) Resin temperature
Print Bio‑Med Flex at a stable resin and ambient temperature between 20 and 25°C (68 – 77°F) , as the material becomes unpredictable below this range. When the resin is too cold, flexible and thin geometries are especially prone to random failures such as incomplete curing, warping or detaching from supports, making consistent results impossible until the temperature is brought back within the recommended window.
13) Solving print failures
Bio‑Med Flex can fail for several reasons, most of which relate to the material’s sensitivity to movement, temperature and exposure. Typical causes include support tips that are too small to stabilize the part, overhangs that are too wide for flexible geometries, wall sections that are too thin to withstand peeling forces, resin that is printed below the recommended temperature range and exposure settings that leave surfaces under‑cured. These factors increase deformation during peeling and reduce layer adhesion, making print instability more likely:
- – support tips too small
- – excessive overhangs
- – insufficient wall thickness
- – resin temperature too low
- – under‑exposure
- – part movement during peeling
Solutions:
- – increase support contact size
- – add supports under wide surfaces
- – adjust print angle
- – warm resin to correct temperature
- – increase exposure within validated limits
14) Storage conditions
Store Bio‑Med Flex in its original sealed bottle at a stable temperature between 5 and 30°C (41–86°F), keeping it protected from sunlight, heat sources, static electricity and any contact with food. Proper storage preserves the resin’s stability, maintains its biocompatibility and ensures consistent printing performance over time.
15) Support
For technical assistance or printer‑specific settings, contact info@liqcreate.com.
About Liqcreate Bio-Med Flex
Liqcreate Bio-Med Flex is a flexible and clear biocompatble photopolymer resin with Shore A of 75. It can be processed on most resin based 3D-printers. 3D-printed parts from this material exhibit biocompatible properties when post processed according to the processing instructions1. After washing and post-curing according to the instructions, printed parts from Liqcreate Bio-Med Flex pass the biocompatibility tests of:
| ○ Cytotoxicity | ISO 10993-5:2009 |
| ○ Sensitization | ISO 10993-10:2021 |
| ○ Irritation | ISO 10993-23:2021 |
Printed parts from Bio-Med Flex can be disinfected with commonly used disinfectants and sterilized by steam sterilization using an autoclave.
Key benefits |
3D-Printer compatibility |
| · Biocompatible | · Asiga UV series |
| · Steam sterilization possible | · Elegoo & Anycubic series |
| · Shore A75 | · Phrozen series |
| · Good tear strength | · And many more |
-
Bio-Med Flex
Price range: €109,90 through €626,43 ex. VAT
